
Erbium (Er) legeeritud fosfaatklaassellel on palju kasulikke omadusi, mis on viimastel aastatel suurendanud nõudlust Er: klaaslaserite järele, mida kasutatakse rakendustes nagulaiaulatuslikud nagu laserkaugusmõõtmine, kaugside, dermatoloogia ja laser-indutseeritud rikkespektroskoopia (LIBS).Erbiumkiudvõimendid võimaldavad kiiret ülemaailmset sidet Vaikse ookeani vahelises kaablis Hongkongi ja Los Angelese vahel, Er: klaasist laserkaugusmõõtjaid kasutatakse üha enamkaitserakendused ja luurejaEr: klaasist esteetilised laseridsaavutavad veojõuduarmide eemaldamineja isegijuuste väljalangemise ravipõhjustatud androgeensest alopeetsiast.
Need kasvavad rakendusruumid nõuavad ülitäpset laserklaasi, millel on nõudlikud mõõtmete tolerantsid ja suure võimsusega laserkatted.Ranged tolerantsid annavad süsteemiintegraatoritele kindlustunde, et komponente saab hõlpsasti oma süsteemidesse paigutada ilma aeganõudva joondamiseta, kuid need spetsifikatsioonid kujutavad laserklaasitootjatele väljakutset.Laserklaasitootjate jaoks on vaja protsesside juhtimist ja keskendumist metroloogiale, et luua kasvava NIR laseroptika ruumi jaoks vajalikke nõudlikke komponente.
MIKS ERBIUMIGA LEGATUD KLAAS?
Viimastel aastakümnetel on fosfaadil põhinevas lasertehnoloogias tehtud olulisi edusamme, parandades väljundvõimsust, lühemat impulsi kestust, vähendades süsteemi suurust ja uusi töölainepikkusi.Er: klaaslaserid kiirgavad tavaliselt silmadele ohutul lainepikkustel 1540 nm, 1550 nm või 1570 nm, mis on väga kasulik kauguse määramisel ja muudes olukordades, kus inimesed võivad kiirtega kokku puutuda.Need lainepikkused saavad kasu suurest atmosfääri läbilaskvusest.1540 nm neeldub ka melaniini minimaalselt, muutes Er: klaaslaserid optimaalseks esteetiliste laserrakenduste jaoks tumedama jumega patsientidel.
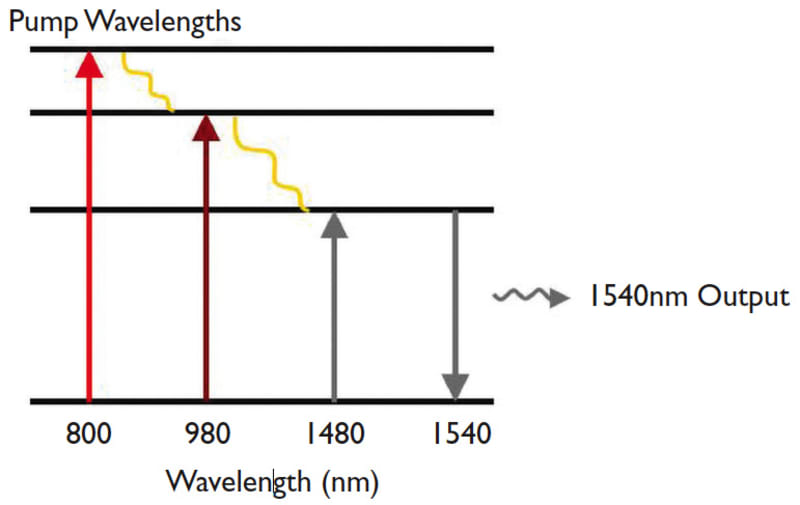
Joonis 1. Erbiumi energiaseisundid.Er: klaaslasereid pumbatakse tavaliselt 800 nm või 980 nm laseriga ja need kiirgavad lainepikkusel 1540 nm või 1570 nm.
Fosfaatklaas saavutab suure läbilaskevõime ja seda saab legeerida haruldaste muldmetallide aatomitega, nagu erbium ja ütterbium, nii et see võib jõuda populatsiooni inversioonini ja laasida, kui see puutub kokku pumba lainepikkusega 800 nm või 980 nm (joonis 1).Er: klaasi saaks pumbata ka footonite abil lainepikkusel 1480 nm, kuid see on ebasoovitav, kuna efektiivsust saab alandada pumpamine ja stimuleeritud emissioon, mis toimub samas lainepikkuses ja energiaribas.[3]Fosfaatklaasid saavad kasu ka keemilisest stabiilsusest ja kõrgetest laser-indutseeritud kahjustuslävedest (LIDT), mistõttu on Er:glass ja muud legeeritud fosfaatklaasid ideaalsed kandidaadid NIR laservõimenduskandja jaoks.
Fosfaatklaasidel on haruldaste muldmetallide ioonide lahustuvus suurem kui silikaatklaasidel, millel on jäigem maatriksstruktuur.[1]Kuid neil on kitsam ribalaius kui silikaatklaasidel ja need on kergelt hügroskoopsed, mis tähendab, et nad imavad õhust rohkem niiskust.Seetõttu on need piiratud nende ribalaiuse ja süsteemide rakendustega, kus need on piisavalt kaitstud niiskuse eest katete või muu optikaga.
KINNITUD TOLERANTSID JA PROTSESSI JUHTIMINE
Paljud varem käsitletud rakendused, eriti kaitserakenduste laserkauguse määramine, nõuavad sageli väikeseid Er: klaaskomponente, mille mõõtmete tolerants on väga väike.Need peeneks poleeritud laserklaasist plaadid saab seejärel kukutada sõlmedesse, ilma et oleks vaja peaaegu üldse joondada.Need võivad ulatuda SIM-kaardi suuruseni ja neil ei ole sageli kaldjooni, kuna need on nii väikesed (joonis 2).See muudab serva lõhenemise tõenäolisemaks.Nende väikeste komponentide tiheda paralleelsuse ja pinnakvaliteedi spetsifikatsioonide saavutamine võib olla uskumatult keeruline.Läbipaistev ava või optilise pinna osa, mis peab vastama kõigile spetsifikatsioonidele, on sageli peaaegu 100%, jättes optiliste pindade servade ümber vähe ruumi vigu.

Joonis 2. Er:klaasplaadid, mida kasutatakse laserkaugusmõõtmiseks ja muudeks NIR laserrakendusteks, on sageli tavalise SIM-kaardi suurused või väiksemad.
Miks siis kogu see häda läbi elada?Varasemad lahendused hõlmasid sageli Nd: YAG varda külge kinnitatud mitme kristallkomponendi suuremaid alakooste.Need lisakomponendid võivad hõlmata Brewsteri plaate, küllastuvaid neeldureid passiivse Q-lülituse jaoks või sageduse muundamise kristalle.Sagedusmuunduri kristallid on olulised kaugusmõõturis või muudes vabaõhurakendustes, kuna neodüümi emissioonilainepikkus on palju ohtlikum kui erbiumil ja seda tuleb nihutada pikemale lainepikkusele, enne kui seda saab ohutult pikkadele vahemaadele edastada.
Kaugusemõõtja rakendustel on sageli löögi- ja vibratsiooninõue, mis muudab mitme komponendi ühendamise kõigi spetsifikatsioonide täitmisel keeruliseks.Nendelt vanadelt disainidelt ühele poleeritud Er-tükile üleminek: klaas, mis täidab samu ülesandeid erinevate katetega, vähendas süsteemi suurust ja kulusid.YAG kristalle kasutatakse sageli Brewsteri nurga all, kuid sama efekti saab saavutada ka katteid kasutades.Kuna Er:klaasplaadid tuleb nagunii katta, on kasulik seda tüüpi kattekihti lisada, et pakkuda võimalikult palju funktsionaalsust ja säästa kulusid mujal.
Kuna fosfaatklaasid on kergelt hügroskoopsed, võib katmata klaas mitmeks päevaks väljas seismisel laguneda.Enne katmist tuleb pinna kvaliteeti kontrollida, et vältida niiskuse sattumist klaasi.Lõpliku klaasplaadi poleeritud pindadele kantud katted aitavad neid selle lagunemise eest kaitsta.
Üldised spetsifikatsioonid väikese ja ülitäpse Er: klaasplaatide servade risti on <5 kaareminutit, otste ristisuunas <10 kaaresekundit ja pinna kvaliteet on parem kui 10-5 kriimustust.Need nõudlikud spetsifikatsioonid nõuavad puhast keskkonda, kõrgelt kontrollitud protsesse ja minimeeritud puuteaega.
Laserklaasil on tavaliselt lihtsalt kaks poleeritud pinda otstes, ülejäänud pinnad on lihvitud, kuid mõned nende Er: klaasplaadid on ka poleeritud ja joondamise lihtsustamiseks suure tolerantsiga.Kulu ja saagikuse määrab ära valik, millised küljed poleerida ja katta esmalt, millised pooled poleerida enne või pärast kuubikuteks lõikamist ning millal kasutada ühe- või kahepoolset poleerimist.Teadmata protsessi ja kogenud tootja optimeeritud protsessi saagikuse erinevus võib kergesti ulatuda kolmekordseks.
Puuteaja vähendamiseks ja saagikuse parandamiseks on optimaalne lasta kogu tootmine ja katmine teostada ühes kohas.Iga kord, kui osaliselt viimistletud detail tarnitakse erinevatesse kohtadesse, suureneb oluliselt saastumise ja kahjustuste tõenäosus ning pikeneb järjekord.
MITU KÕRGE LAIGEGA KATTEID
Üks väljakutse väikeste Er:klaasplaatide valmistamisel kauguse määramiseks ja muudeks täppis-NIR-rakendusteks on see, et komponendi erinevatele tahkudele kantakse sageli mitu kattekihti.See on keeruline, kuna enne katmist on vaja puutumatuid katmata pindu kinnitada ja kaitsta.Samuti on tootjate jaoks väljakutse vältida ülepritsimist või läbipuhumist plaadi tagaküljel, mida tuleb katmise ajal kaitsta.Otsadel on peegeldusvastased (AR) katted, millel on kõrge laseindutseeritud kahjustuslävi (LIDT).Servadel on ka kõrged LIDT AR-katted, mis lasevad pumba tala sisse.Pumba võimsus on alati suurem kui emissioon.Mõnel neljapoolsel plaadil on isegi lisakatted sisseehitatud suure peegeldusvõimega õõnsuspeeglite, lainepikkuse eristamise ja pumba valguse tagasilükkamise jaoks.
METROLOOGIA: KUI TE EI SAA SEDA MÕÕTA, EI SAA TEHA
Tootmise täpsus ja protsessi juhtimine on kasutud ilma õige metroloogiata, mis on vajalik põhispetsifikatsioonide nõuetekohaseks mõõtmiseks ja kontrollimiseks.Tasasuse mõõtmiseks kasutatakse sageli laserinterferomeetreid, nagu näiteks ZYGO Verifier, kuid väikeste Er:klaasplaatide mõõtmisel hakkab tagapind esipinna mõõtmist segama nõudliku paralleelsuse spetsifikatsiooni tõttu.Operaatorid saavad sellest mööda, määrides tagumisele pinnale vaseliini või mõnda muud ainet, kuid see pind tuleb seejärel uuesti puhastada ja komponentide kahjustamise tõenäosus suureneb.Hiljutised edusammud tasasuse mõõtmisel kõrvaldavad aga tagapinna mõjud ja võimaldavad tasasuse mõõtmist teha kiiremini ja väiksema kahjustuse tõenäosusega.Plaatide servadel olevad laastud võivad takistada operaatoritel tasasust täpselt mõõtmast, mis muudab protsessi juhtimise tootmise ajal veelgi olulisemaks.Perpendikulaarsust ja kiilu kontrollitakse tavaliselt kahekäigulise autokollimaatori abil.
Er: klaaslaserite kasvav rakendusruum sunnib jätkuvalt optiliste komponentide tootjaid looma üha suurema täpsusega laserklaasi ja katteid.1540 nm ja 1570 nm silmadele ohutud laserrakendused muudavad kasutamise ohutumaks, suurendavad enesekindlust esteetiliste laserprotseduuride kaudu ja parandavad kaugside.Parim saadaolev nõuanne on NIR-lasersüsteemi väljatöötamisel;arutage oma konkreetseid rakendusvajadusi oma komponentide tarnijaga, et saada juhiseid õige laserklaasi ja muude komponentide nüansivalikus navigeerimiseks.
Selle artikli kirjutasid Cory Boone, juhtiv tehniline turundusinsener, Edmund Optics (Barrington, NJ) ja Mike Middleton, Edmund Opticsi Florida (Oldsmar, FL) operatsioonide juht.
Lisateavet toote kohta võite külastada meie veebisaiti:
https://www.erbiumtechnology.com/
E-post:devin@erbiumtechnology.com
WhatsApp: +86-18113047438
Faks: +86-2887897578
Lisa: nr 23, Chaoyang Road, Xihe tänav, Longquanyi rajoon, Chengdu, 610107, Hiina.
Värskendusaeg: aprill 01-2022


